

环形加热护主要用来加热圆钢坯和-异型钢坯(如车轮轮箍坯,也可以加热方坯.这种炉型也用于锻压车间.环形加热炉的构造环形加热炉的外观.环形加热沪是借炉底的旋转,使放置在炉底上的料坯由装料口移到出料口的一种炉型.炉子用侧进料、侧出料的方式,并且用侧烧嘴加热.沿炉长也可分为预热段、加热段、均热段,所以按热工特点看.仍属于连续加热炉. 环形加热炉是由可以转动的炉底部分及固定的炉墙和炉顶部分构成的环形隧道所组成.圆形的炉顶是由若干个扇形组成的,可以采用拱顶.也可以采用吊顶.炉墙分为内环和外环.烧嘴装在侧墙上,烧嘴的数目和供热分配各段不同,正像一座全部侧烧嘴的连续加热炉弯过来首尾相连一样.当护膛很窄时,炉子仅由外环墙一侧供热,当炉子宽度大于4m时,则外环和内环两侧墙供热.烧嘴的安装角度有多种不同方式,有沿半径方向安装的,但多数是成一定角度布置的.大炉子与炉膛中心线相切.小炉子则与内环墙相切. 环形加热炉结构上没有明显的分段,主要靠烧嘴的配置和供热强度来控制温度制度.各段的长度并不固定.例如炉子在低负荷下工作时,就可以关闭一部分加热段的烧嘴,预热段就相对延长.环形炉的温度制度与推送式加热炉一样,断面小的料坯加热用两段温度制度,断面大的料坯适用三段式.为了使炉子各段的温度更符合加热工艺的要求,环形加热炉都设有水冷梁支托的吊挂式隔墙.隔墙的数目和位置不一定,一般设有三道隔墙在加热段和预热段之间设一道隔墙,减少加热段向预热段的热辐射;在均热段和出料口之间设一道隔墙,防止因出料口经常开启而降低均热段的温度,还防止均热段热气直接进人排烟道;在装料口与出料口之间也有一道隔墙(有时有两道),以避免装料口吸人冷风,对出料口的热料坯造成不良影响,也防止均热段热气短路,直接进人排烟道.隔墙距离炉底的间隔高度,应保证加热**直径的料坯时能自由通过,还考虑到氧化铁皮在炉底上的堆积护子的排烟口设在装料口附近,小炉子设在外环墙上,大炉子环内空间大,为了利用环内空间,设在内环墙上.有的炉子还有中间排烟口,一至数个不等.用以在加热合金钢锭时,更好地调节炉子的温度.各分烟道的烟气汇集到总烟道,通往换热器.环形加热炉炉底的传动有两种方式,一种是机械传动,靠主动齿轮来传动炉底钢结构下面固定的环形齿条;另一种是液压传动,利用液压缸驱动拨杆拨动炉底,每次使炉底转动一个角度(约50左右),即一个工位,隔60s左右为一个工作周期.两种传动方式均应有逆转的机构.炉底全部环形钢结构和砌在它上面的耐火材料的重量.由若干个支承辊支撑.为了保证炉底的旋转不发生偏心位移,还设有若干定心辊.为了防止冷空气从固定炉墙与旋转炉底之间的缝隙漏人炉内,要采用密封装置.密封可以用沙封,也可以用水封. 料坯的装炉和出炉是用专门的夹钳.每装一次料炉底转动一个角度,然后又加下一块料坯.装炉与出炉同时进行,并且可以与炉底传动装置联锁,实现装料出料的自动化.当装料出料的时间间隔较长时,则装料出料后可以关闭炉门,当装料出料比较频繁时,为了防止炉门吸人冷空气或冒火,可以在装料口及出料口设置汽幕或火封烧嘴.
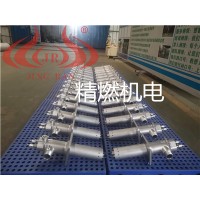
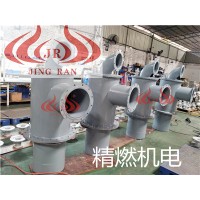
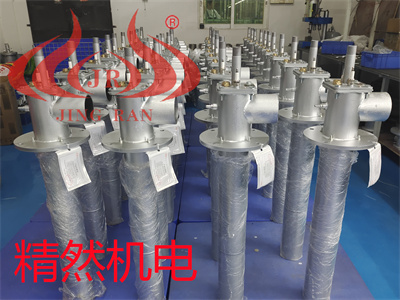
环形炉烧嘴是佛山市精燃机电设备有限公司的主要产品,我们的产品负责人是何小姐,有需要的朋友请直接拨打我的电话0757-85579492,我们的地址是佛山市南海区大沥镇良豪工业区A28,期待与您的合作!